
2.2. Dynamiczna zmiana warstwy
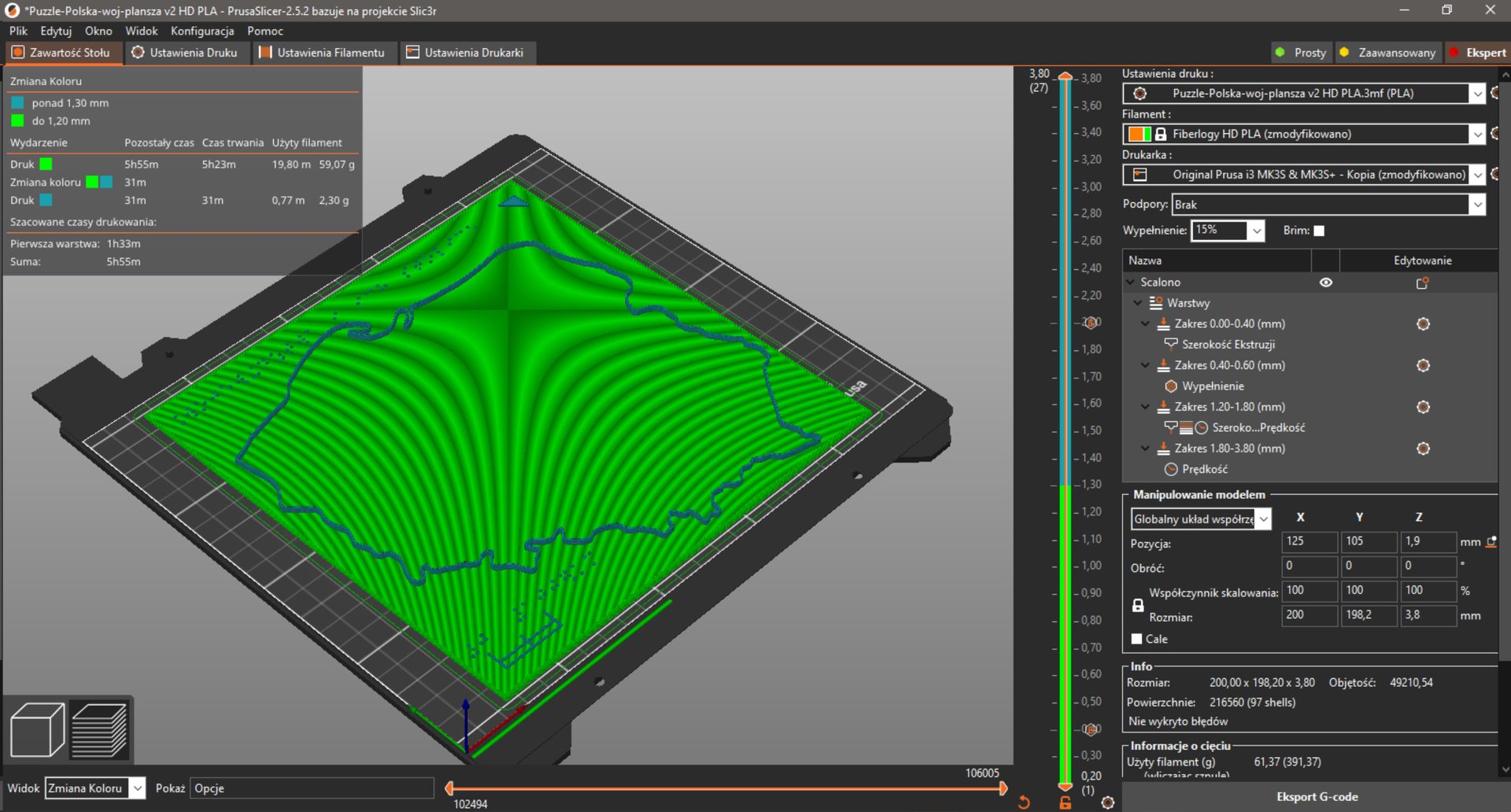
Optymalizacja procesu drukowania polega na takim ustawieniu parametrów druku, aby model drukowany był maksymalnie szybko, a przy tym nie tracił walorów estetycznych i wytrzymałości. Kluczowym elementem optymalizacji może być stosowanie różnej wysokości warstw dla różnych partii danego modelu. Każde popularne oprogramowanie tnące umożliwia stosowanie dynamicznej zmiany warstwy. W przypadku aplikacji PrusaSlicer funkcja ta nazwana jest mianem “Modyfikatora zakresu wysokości” i wywoływana jest z poziomu menu rozwijanego kliknięciem prawym klawiszem myszy na nazwę dodanego modelu 3D.
Za pomocą tego typu narzędzi i funkcji model składający się np. z nieszczegółowej i prostej geometrycznie podstawy oraz skomplikowanego i bogatego w detale nadruku, może zostać “pocięty” tak, aby podstawa i nadruk były drukowane z wykorzystaniem innej wysokości warstwy.
Dobra praktyka
Optymalne “slajsowanie” modelu płytki o grubości 1 mm i znajdującego się na niej napisu brajlowskiego zakłada, że płytka drukowana będzie na wysokości warstwy 0,2 mm (lub więcej), a znaki brajlowskie z wykorzystaniem wysokości warstwy 0,1 mm (lub mniej).